
Guardian Series
Machinery Directive standard EN ISO 13849-1 is a European safety regulation. This is a generic standard defining the requirements for the safety-related parts of control systems. Guardian meets the directive without the expense and complication of redundant sensors and external relay modules. Guardian also complies with NFPA 79 clauses A.9.2, A.9.4.1, A.9.4.3.2 as a way of evaluating safety-related aspects of control functions.
-
- Integral relay switch for redundant safety and future compliance
- 3rd-party agency analysis (exida™) and self-certified based on FMEDA analysis and internal audit.
- Meets Performance Level ‘c’ as defined by the Machinery Directive (single sensor installed per Category 1).
- Meets Performance Level ‘d’ as defined by the Machinery Directive (two sensors installed per Category 3).
- Meets the following compliance directives, when properly installed and used:
- Machinery Directive 2006/42/EC
- NFPA 79 clauses A.9.2, A.9.4.1, A.9.4.3.2
- EMC Directive 2004/108/EC
- PED 97/23/EC
- Available on popular mV/V (PT, MDA, DYN) and mA-HART SPX models
Training’s
Dynisco Pressure Sensor Care and Maintenance
Learn about the proper care and handling of your Dynisco Pressure Sensors
Collateral
From breakthrough technology in the industry’s most complete line of sensors to renowned quality and performance in indicators, controls, and analytical instruments Dynisco has demonstrated the skill, experience and know-how that not only deliver the right solution for your unique application, but also provide unparalleled customer support.
Product Videos
Dynisco’s Guardian Series Sensors
Relevant Articles
Understanding Pressure Measurement Needs of Plastic Manufacturing
Divided into 3 sections, obtain a general understanding of pressure transducer basics, the types of plastic extrusion, and the benefits of pressure transducers.
Tech Notes
Closed Loop Pressure Control for the Extrusion Process
Extrusion is a continuous process and successful economic production depends on maintaining stable output and melt quality at an accurately controlled rate. Current screw design technology, the use of DC drives, computerized controllers and raw material testing help to deliver the melt to the extrusion die at relatively constant temperature, pressure and viscosity.
Coping with Transducer-Crippling Pressure Spikes
After investigating these spikes, we developed a laboratory method for determining the magnitude of the actual pressure spike that caused a specific field failure. The method shows that pressure spikes many times that of nominal system pressure can occur in a system.
Dynisco Pressure Transducers Relay Vital Information for Closed Loop Control
One of the fastest growing areas for the use of pressure measurement instrumentation is in the co-extrusion of multi layer barrier structures. Many leading co-extrusion design and manufacturing firms, such as the Cloeren Company, engineer melt pressure transducers into their systems for closed loop process control.
Gage vs. Absolute vs. Sealed Pressure
By design, pressure transducers are available to measure gage, absolute or sealed pressure. The most common reference is atmospheric pressure and the units are designated at PSIG. In this case the measuring device is referred to as a Gage Pressure Transducer.
Guardian PL’c’ (Performance Level ‘c’) Safety Notes
Determining functional safety is complicated and minimally involves an assessment of the probability of failure, an assessment of impact resulting from failure, and a path to address a failure should it occur. While the supplier evaluates and classifies the safety assessment of his equipment, the user decides, selects, installs, and tests the type of equipment that is needed.
Guide to Pressure Transducer Selection
The purpose of this article is to provide some guidelines for helping a transducer user detect atypical conditions and compensate for them through the proper selection and application of the transducer.
Melt Pressure Measurement: Environmental Effects
The Need For Pressure Measurement in Extrusion In order to maintain the dimensional stability necessary to produce extruded products that meet todays precise quality and tolerance specifications, it is necessary to keep both the output rate and the melt condition constant (1,2). Although it is not possible to measure these quantities continuously, closely related variables such as melt temperature, and constant melt pressure at the die, the output rate can be considered constant.
The Do’s and Don’ts of Pressure Transducers
When specifying a pressure transducer for a process measurement, a number of items have to be considered. Some of the more important ones are discussed in terms of the transducer itself as well as the overall measuring system. This information is user-oriented and serves as a practical guide in the selection and application of strain gage pressure transducers.
The Importance of Monitoring Extrusion Stability
It has long been known that pressure instability for polymer melt entering the die usually results directly in ouput variation. Instrumentation used in these early studies was too delicate and expensive to be practical for routine commercial use. An excellent article written by B. H. Maddock, covering some of his early studies is title “Measurement and Analysis of Extruder Stability.”
I’m afraid that I have to respond to your question with a question. Do you want an accurate signal from the transducer during the vacuum part of the process? If so, the answer to the original question is “no”!
If the real question was, “Will the transducer be harmed by a vacuum?”, then the answer is “no”. Remember a full vacuum is 0 psia or -15 psig. Compared to the full scale range of a transducer of 0-500 psig and probably higher, 15 psi is almost nothing. The transducer will barely notice anything different. The construction of the tip and diaphragm is such that a vacuum causes only a tiny fraction of stresses that it is designed to withstand.
“But suppose,” I hear you ask, “I want just an indication of vacuum, not absolute accuracy.” Now I must become equivocal. It will probably work. We have performed some testing here, on units from our stock, that indicates a fairly accurate negative output corresponding to increasing vacuum, i.e. output becomes more negative as pressure goes below atmospheric. But this depends on a perfectly filled capillary system. In an ideal world, I would have no qualms about recommending melt pressure transducers for these applications. Since reality is often not ideal and the transducer may not be perfect, a fact we do not like to admit, the output in vacuum may not have the same accuracy as it would for a pressure measurement. Nevertheless, most transducers should give a negative signal in vaccum.
Two caveats – Do not try this with an amplified model such as a 2-wire transmitter. The output cannot go below 4 mA enough to be meaningful. Secondly, if there are significant temperature variations in the process the change in tip temperature could cause a much greater change in output than the vacuum.
Perhaps it is time for a little lesson on screw threads! I am sure that everyone knows that “1/2” is the major diameter of the thread in inches and “20” is the number of threads per inch. For those who don’t know, the UN refers to United Screw Thread which is one of the thread forms recognized as an American National Standard. The standard further defines the dimensions, shape height, depth, angles, tolerances, etc. of each thread. The “F” following the “UN” designates “Fine-Thread Series”. These series (there are also “C” for “Coarse-Thread Series” and “EF” for “Extra-Fine-Thread Series”) are particular combinations of diameter and threads per inch that are selected based on the application. For example, Coarse-Thread devices are used for threading into lower tensile strength materials and softer materials or where rapid assembly/disassembly is desirable or where corrosion or damage to threads is likely. The Fine-Thread Series are found in most other applications where the Coarse threads are not appropriate.
The “2A” or “2B” calls out the thread class. Without going into a long dissertation, this defines the tolerances and allowances on all the parameters of the thread. The “_A” classes are for external threads and the “_B” for internal threads. (Now, I hope you see why the transducer is specified with the “-2A” designation and the mounting well is “-2B”.) The Class 2 fit is used on most high quality commercial products. Class 1 is looser and used only for rapid assembly/disassembly and where shake or play is not objectionable. Conversely, Class 3 is found on exceptionally high precision products.
Anyone, with an insatiable curiosity, can consult any mechanical engineering handbook for pages of tabulations of all threads, their dimensions and tolerances. I am indebted to the Dynisco Drafting Department for their assistance in providing me with more information than I ever wanted to know about threads.
If you have a lot of time, this could lead to a lengthy discussion about the meaning of accuracy, what it includes and how it is calculated, and where does your lap go when you stand up.
The practical and succinct answer to the question is “No”. But you have to understand the meaning of accuracy as usually used by Dynisco and others in the pressure transducer industry. Accuracy (or Combined Error, as it is correctly called) includes the error due to nonlinearity, hysteresis, and repeatability. I do not have the time or space to give a detailed treatise on the meaning of these terms and the methods of calculating them (Dynisco has other published material which does address these points) but suffice it to say that our accuracy specification means that the worst of these errors will not exceed that published value. Basically, if you plot straight line on a graph representing output vs. pressure, and compare the actual output vs. pressure from a particular transducer, the point of this actual curve furthest from the calculated “perfect” line, will be considered the maximum error.
O.K., you ask, why shouldn’t I be concerned with the zero and full scale sensitivity tolerances and add it to the accuracy error? Just for the record, the zero balance is the actual output of a transducer when the pressure is zero and there is similar tolerance on the full scale sensitivity (which is output at full scale pressure ignoring the zero balance offset.) Having a tolerance in the specification allows us to economically produce a pressure transducer in a reasonable amount of time. We can forget these errors because they are eliminated when you “calibrate” your readout instrument with the transducer. “Haven’t you wondered about the purpose of those mysterious “zero” and “span” functions?) The accuracy error remains so it is the true uncertainty in your pressure measurement system!
Our efficient repair department checked our your transducer and found it to be functioning, so we then performed a “calibration”. This confirmed that your unit was not only working, but was operating within published specifications. We assess a small fee to cover the time to do this and prepare the documentary evidence of our test. This “calibration” is traceable to NIST and conducted under a quality system, certified by BSI to be in compliance with ISO9001.
To many people, the word “calibration” implies that something was adjusted in a device. Our office dictionary confirms that “to calibrate” is “to fix, check, or correct the graduations on a measuring instrument”. However, in our industry, the word “calibration” (as defined in the Instrument Society of America’s Standard for Electrical Transducer Nomenclature and Terminology, S37.1) means, “A test during which known values of Measurand are applied to the Transducer and corresponding Output reading are recorded under specified conditions.” The applicable ISO standard uses a similar definition but with a lot more words.
When we do a “calibration” nothing is adjusted or changed. The document you received with your transducer is a tabulation of a very accurate known pressure, applied to the unit, vs. the actual output signal. During the standard Dynisco “calibration”, we apply pressure in 20% increments and record the output of the transducer. In addition, there is a calculation of the error, at each point, expressed as a percentage of full-scale output. You will note on the top of this paper, that, in an attempt to reduce confusion, we avoid the use of the word “calibration” and call this a “Data Validation”. (Aside: If the unit has an amplified output and accessible zero and span adjustments, it is possible to set zero and full scale output, but it is not possible to linearize, or improve the accuracy of, the output over the whole range. This adjustment, technically, is not a “calibration”.)
It seems only fair that we discuss the pressure fitting of the general purpose transducers, after a dissertation on the threads of the standard melt pressure models. This should satisfy the equal time requirement.
Providing a good seal in plumbing connections, where system pressures exceed 10,000 psig, presents a significant challenge. O-rings and gaskets may leak. Pipe threads cannot withstand the forces generated by the high pressures. (Please remember that we must test the units to at least 1.5 times rated pressure for our overpressure specification.) Over 50 years ago, NBS (now NIST) developed a design for high pressure fittings that addresses these issues. This cone and thread style was further refined by Autoclave Engineers and others, but most people in our industry refer to the numbering system used by AE. (In “F250C” the “F” means a female fitting and “250” designates its use for 1/4 inch heavy wall tubing.)
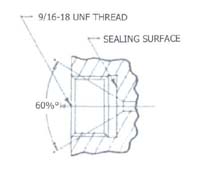
As you can see in the above sketch, the high pressure fitting eliminates the need for sealing material by substituting a small diameter 60° cone as a metal to metal seat. By subjecting the pressure to a limited area, the forces that must be held by the threads is reduced to acceptable levels
To give the most precise answer, I will need to know your exact model. There are many variables that influence the transducer response, e.g. pressure range and mechanical configuration. However, you can use the following guidelines for the general types of Dynisco Pressure Transducers.
We calculate response time from the natural frequency of the pressure sensing element or assembly as determined from shock tube testing or computer simulation. For a conservative approach, we take 20% of the natural frequency as the safe, usable, frequency. (Some would suggest that 40% of the natural frequency could be used for this calculation. This approach would halve the estimated response time.) The response time is calculated as 67% of one fourth of the period (the reciprocal of the safe frequency).
Melt Pressure Transducers – In most applications, the response time will be less than 15 milliseconds. (Frequency response better than 10 Hz)
General Purpose Transducers – I can only supply the response of the sensing element. This does not take into account any dampening in the system due to the plumbing to the transducer.
For units with rated pressure range 500 psi and below, response time is less than 300 µseconds (frequency response better than 800 Hz). Models 1000 psi and over have a response time of less than 25 µseconds (frequency response better than 9000 Hz).
In some models with built a built-in amplifier, the frequency response of the electronics becomes the gating factor and limits response time to 100 µseconds (frequency response 2000 Hz min.).
Again, these numbers are approximations. Call with your particular model and pressure range, for more accurate information.